Description
Product Name: LSAW Steel Pipe, SAWL Steel Pipe
Size:
Outer Diameter: 355.6mm-2320mm
Wall Thickness: 7-50mm
Length: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Standard:
API 5L PSL1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
ASTM A53 / A252 / A500 / A672 / A691 / A139
EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
AS1163 / JIS G3457 / JIS G3101
DIN 17100
Ends: Black ends / Bevelled ends / Plain ends
Surface Treatment: Bare, Black Painting, Varnished, Galvanized, Anti-corrosion coating, etc.
Application: Used for oil and gas, water transmission, engineering, offshore projects.
If you have any Inquiry, please don't hesitate to contact us immediately,
Email:sales@union-steels.com
LSAW(Longitudinally Submerged Arc Welding) Pipe can be divided into UOE and JCOE pipe according to its processing methods. LSAW steel pipe has the characteristics of relatively simple process and fast continuous production, and has widely used in oil and gas, water transmission, engineering, offshore projects.
Features of LSAW Steel Pipe
- Large diameter
- Thick wall
- High Pressure resistance
|
UOE LSAW Pipe
|
|
Outside Diameter:Φ508mm - 1118mm (20"- 44")
|
|
Wall Thickness: 6.0 - 25.4mm 1/4"-1"
|
|
Quality Standards: API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
|
|
Length: 9 - 12.3m (30'- 40')
|
|
Grades: API 5L A-X90, GB/T9711 L190-L625
|
|
JCOE LSAW Pipe
|
|
Outside Diameter:Φ406mm - 1626mm (16" - 64" )
|
|
Wall Thickness:6.0 - 75mm (1/4" - 3" )
|
|
Quality Standards:API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
|
|
Length:3 - 12.5m ( 10'- 41' )
|
|
Grades:API 5L A-X100, GB/T9711 L190-L690
|
Specification
|
O.D.
|
W.T.
|
Length(m)
|
|
Inch
|
mm
|
Min.Yield Strength(Mpa)
|
|
Inch
|
mm
|
245(B)
|
290(X42)
|
360(X52)
|
415(X60)
|
450(X65)
|
485(X70)
|
555(X80)
|
|
16
|
406
|
6.0-14.0
|
6.0-13.0
|
6.0-12.0
|
6.0-11.0
|
6.0-10.5
|
6.0-10.0
|
6.0-9.0
|
6.0-12.3
|
|
18
|
457
|
6.0-15.0
|
6.0-14.0
|
6.0-13.0
|
6.0-12.0
|
6.0-11.5
|
6.0-11.0
|
6.0-10.0
|
6.0-12.3
|
|
20
|
508
|
6.0-16.0
|
6.0-15.0
|
6.0-14.0
|
6.0-13.0
|
6.0-12.5
|
6.0-12.0
|
6.0-11.0
|
6.0-12.3
|
|
22
|
559
|
6.0-17.0
|
6.0-16.0
|
6.0-15.0
|
6.0-14.0
|
6.0-13.5
|
6.0-13.0
|
6.0-12.0
|
6.0-12.3
|
|
24
|
610
|
6.0-18.0
|
6.0-17.0
|
6.0-16.0
|
6.0-15.0
|
6.0-14.5
|
6.0-14.0
|
6.0-13.0
|
6.0-12.3
|
|
26
|
660
|
6.0-19.0
|
6.0-18.0
|
6.0-17.0
|
6.0-16.0
|
6.0-15.0
|
6.0-15.0
|
6.0-14.0
|
6.0-12.3
|
|
28
|
711
|
6.0-20.0
|
6.0-19.0
|
6.0-18.0
|
6.0-17.0
|
6.0-16.5
|
6.0-16.0
|
6.0-15.0
|
6.0-12.3
|
|
30
|
762
|
7.0-21.0
|
7.0-20.0
|
7.0-19.0
|
7.0-18.0
|
7.0-17.5
|
7.0-17.0
|
7.0-16.0
|
6.0-12.3
|
|
32
|
813
|
7.0-22.0
|
7.0-21.0
|
7.0-20.0
|
7.0-19.0
|
7.0-18.5
|
7.0-18.0
|
7.0-17.0
|
6.0-12.3
|
|
34
|
864
|
7.0-23.0
|
7.0-22.0
|
7.0-21.0
|
7.0-20.0
|
7.0-19.5
|
7.0-19.0
|
7.0-18.0
|
6.0-12.3
|
|
36
|
914
|
8.0-24.0
|
8.0-23.0
|
8.0-22.0
|
8.0-21.0
|
8.0-20.5
|
8.0-20.0
|
8.0-19.0
|
6.0-12.3
|
|
38
|
965
|
8.0-25.0
|
8.0-24.0
|
8.0-23.0
|
8.0-22.0
|
8.0-21.5
|
8.0-21.0
|
8.0-20.0
|
6.0-12.3
|
|
40
|
1016
|
8.0-26.0
|
8.0-25.0
|
8.0-24.0
|
8.0-23.0
|
8.0-22.5
|
8.0-22.0
|
8.0-21.0
|
6.0-12.3
|
|
42
|
1067
|
8.0-26.0
|
8.0-25.0
|
8.0-24.0
|
8.0-23.0
|
8.0-22.5
|
8.0-22.0
|
8.0-21.0
|
6.0-12.3
|
|
44
|
1118
|
9.0-27.0
|
9.0-26.0
|
9.0-24.5
|
9.0-23.5
|
9.0-22.8
|
9.0-22.0
|
9.0-21.0
|
6.0-12.3
|
|
46
|
1168
|
9.0-27.0
|
9.0-26.0
|
9.0-24.0
|
9.0-23.5
|
9.0-22.8
|
9.0-22.0
|
9.0-21.0
|
6.0-12.3
|
|
48
|
1219
|
9.0-28.0
|
9.0-27.0
|
9.0-25.4
|
9.0-24.0
|
9.0-23.5
|
9.0-23.0
|
9.0-22.0
|
6.0-12.3
|
|
52
|
1321
|
9.0-28.0
|
9.0-27.0
|
9.0-25.4
|
9.0-24.2
|
9.0-23.5
|
9.0-23.0
|
9.0-22.0
|
6.0-12.3
|
|
56
|
1422
|
10.0-29.0
|
10.0-28.0
|
10.0-26.0
|
10.0-24.5
|
10.0-23.8
|
10.0-23.0
|
10.0-22.0
|
6.0-12.3
|
|
60
|
1524
|
10.0-29.0
|
10.0-28.0
|
10.0-26.0
|
10.0-24.5
|
10.0-23.8
|
10.0-23.0
|
10.0-22.0
|
6.0-12.3
|
|
64
|
1626
|
10.0-30.0
|
10.0-29.0
|
10.0-27.0
|
10.0-25.4
|
10.0-24.8
|
10.0-24.0
|
10.0-23.0
|
6.0-12.3
|
|
68
|
1727
|
10.0-30.0
|
10.0-29.0
|
10.0-27.0
|
10.0-25.4
|
10.0-24.8
|
10.0-24.0
|
10.0-23.0
|
6.0-12.3
|
|
72
|
1829
|
10.0-30.0
|
10.0-29.0
|
10.0-27.0
|
10.0-25.4
|
10.0-24.8
|
10.0-24.0
|
10.0-23.0
|
6.0-12.3
|
Standard
Tolerance of Outside Diameter and Wall Thickness of LSAW Steel Pipe
|
Types
|
Standard
|
|
SY/T5040-2000
|
SY/T5037-2000
|
SY/T9711.1-1977
|
ASTM A252
|
AWWA C200-97
|
API 5L PSL1
|
|
Tube end OD deviation
|
±0.5%D
|
±0.5%D
|
-0.79mm~+2.38mm
|
<±0.1%T
|
<±0.1%T
|
±1.6mm
|
|
Wall thickness
|
±10.0%T
|
D<508mm, ±12.5%T
|
-8%T~+19.5%T
|
<-12.5%T
|
-8%T~+19.5%T
|
5.0mm
|
|
D>508mm, ±10.0%T
|
T≥15.0mm, ±1.5mm
|
Chemical Composition and Mechanical Properties of LSAW Steel Pipe
|
Standard
|
Grade
|
Chemical Composition(max)%
|
Mechanical Properties(min)
|
|
C
|
Mn
|
Si
|
S
|
P
|
Yield Strength(Mpa)
|
Tensile Strength(Mpa)
|
|
GB/T700-2006
|
A
|
0.22
|
1.4
|
0.35
|
0.050
|
0.045
|
235
|
370
|
|
B
|
0.2
|
1.4
|
0.35
|
0.045
|
0.045
|
235
|
370
|
|
C
|
0.17
|
1.4
|
0.35
|
0.040
|
0.040
|
235
|
370
|
|
D
|
0.17
|
1.4
|
0.35
|
0.035
|
0.035
|
235
|
370
|
|
GB/T1591-2009
|
A
|
0.2
|
1.7
|
0.5
|
0.035
|
0.035
|
345
|
470
|
|
B
|
0.2
|
1.7
|
0.5
|
0.030
|
0.030
|
345
|
470
|
|
C
|
0.2
|
1.7
|
0.5
|
0.030
|
0.030
|
345
|
470
|
|
BS EN10025
|
S235JR
|
0.17
|
1.4
|
-
|
0.035
|
0.035
|
235
|
360
|
|
S275JR
|
0.21
|
1.5
|
-
|
0.035
|
0.035
|
275
|
410
|
|
S355JR
|
0.24
|
1.6
|
-
|
0.035
|
0.035
|
355
|
470
|
|
DIN 17100
|
ST37-2
|
0.2
|
-
|
-
|
0.050
|
0.050
|
225
|
340
|
|
ST44-2
|
0.21
|
-
|
-
|
0.050
|
0.050
|
265
|
410
|
|
ST52-3
|
0.2
|
1.6
|
0.55
|
0.040
|
0.040
|
345
|
490
|
|
JIS G3101
|
SS400
|
-
|
-
|
-
|
0.050
|
0.050
|
235
|
400
|
|
SS490
|
-
|
-
|
-
|
0.050
|
0.050
|
275
|
490
|
|
API 5L PSL1
|
A
|
0.22
|
0.9
|
-
|
0.03
|
0.03
|
210
|
335
|
|
B
|
0.26
|
1.2
|
-
|
0.03
|
0.03
|
245
|
415
|
|
X42
|
0.26
|
1.3
|
-
|
0.03
|
0.03
|
290
|
415
|
|
X46
|
0.26
|
1.4
|
-
|
0.03
|
0.03
|
320
|
435
|
|
X52
|
0.26
|
1.4
|
-
|
0.03
|
0.03
|
360
|
460
|
|
X56
|
0.26
|
1.1
|
-
|
0.03
|
0.03
|
390
|
490
|
|
X60
|
0.26
|
1.4
|
-
|
0.03
|
0.03
|
415
|
520
|
|
X65
|
0.26
|
1.45
|
-
|
0.03
|
0.03
|
450
|
535
|
|
X70
|
0.26
|
1.65
|
-
|
0.03
|
0.03
|
585
|
570
|
Process
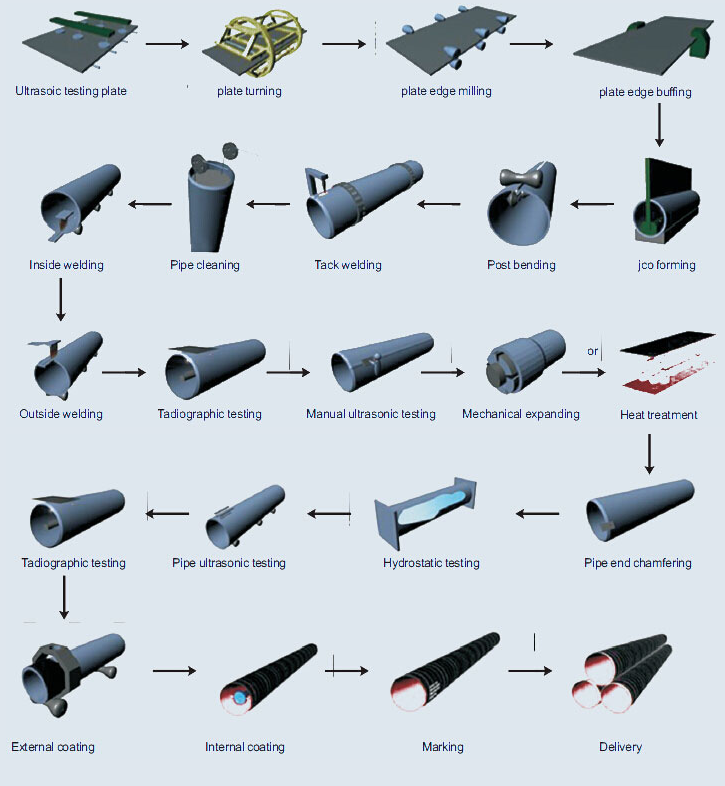
The three main forming steps of the UOE LSAW pipe forming process include: steel plate pre-bending, U forming and O forming. Each process uses a special forming press to complete the three processes of steel plate pre-bending, U forming, and O forming in sequence, so that the steel plate is deformed into a round tube.

After several steps of stamping on the JCO forming machine, first half of the steel plate is pressed into a "J" shape, and then the other half of the steel plate is pressed into a "J" shape to form a "C" shape, and finally an open "O" is formed by pressing from the middle Type tube blank.

Packing
When transporting, loading and unloading longitudinal submerged arc welded pipes, special hoisting and transportation tools should be used to avoid scratching the surface.

Process
The three main forming steps of the UOE LSAW pipe forming process include: steel plate pre-bending, U forming and O forming. Each process uses a special forming press to complete the three processes of steel plate pre-bending, U forming, and O forming in sequence, so that the steel plate is deformed into a round tube.
After several steps of stamping on the JCO forming machine, first half of the steel plate is pressed into a "J" shape, and then the other half of the steel plate is pressed into a "J" shape to form a "C" shape, and finally an open "O" is formed by pressing from the middle Type tube blank.

 English
English Español
Español




 Tel : +86-18565811709
Tel : +86-18565811709 Email :
Email : 






